Perfekte Zulieferprodukte
100% Schraubenprüfung mit vertikalem Drehteller
In der Automobilindustrie und vielen anderen Bereichen steigen die Qualitätsanforderungen rasant an. Die zugelieferten Bauteile dürfen absolut keine Fehler aufweisen, weil sie höchste Zuverlässigkeit erfüllen müssen. Die nachweisbare dokumentierte 100%-Qualität der Bauteile und vollständige Rückverfolgbarkeit ist deshalb unabdingbare Pflichtanforderung.
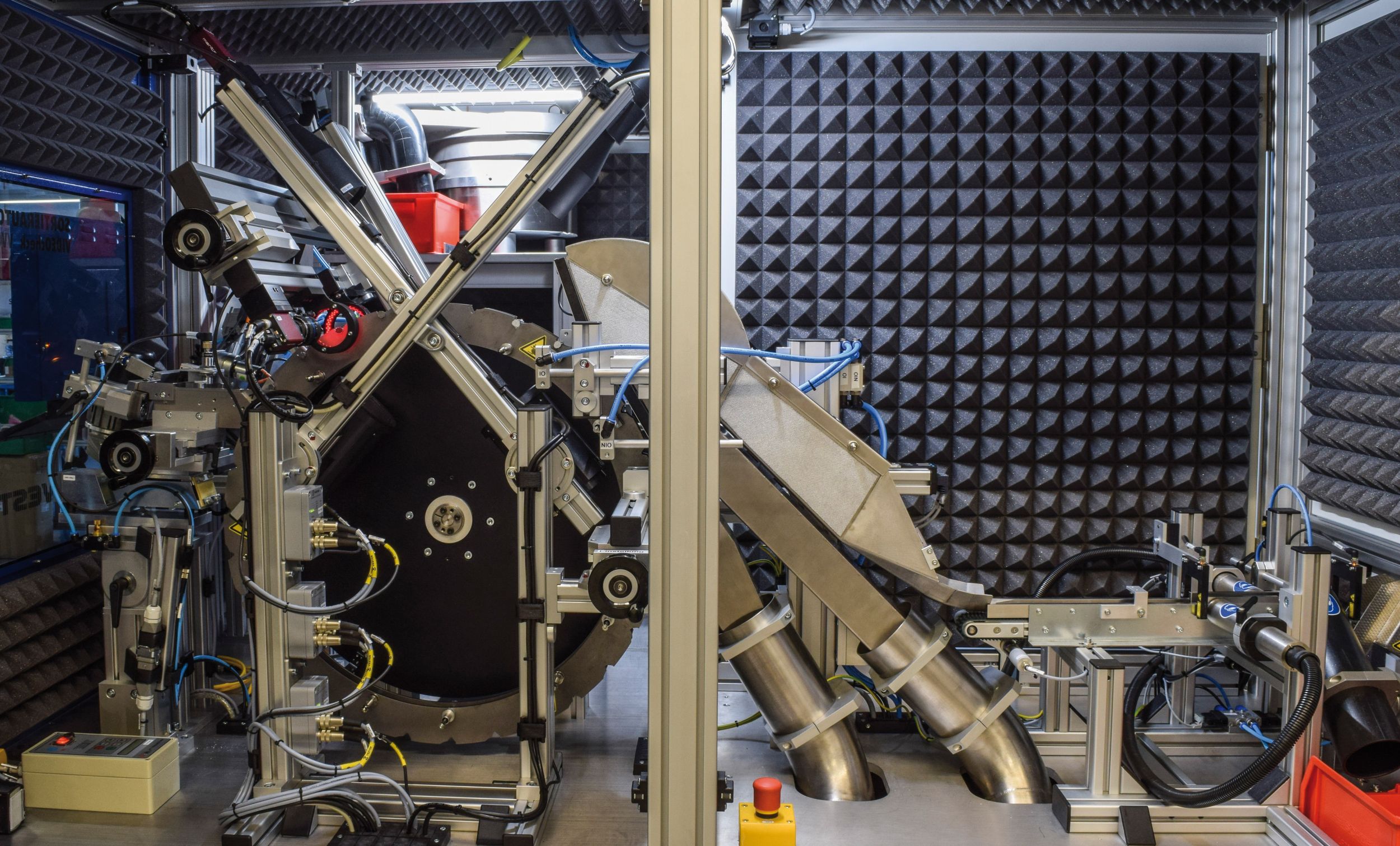
Der Prüfautomat VVC 821V ist so gestaltet, dass der Aufbau der Prüfanlage von allen Seiten zugänglich ist und eine Umrüstung auf ein neues Prüfteil innerhalb von zehn Minuten erfolgen kann. (Bild: © Kamillo Weiß)
Um das Handling und den Durchfluss in der laufenden Qualitätskontrolle zu steigern, benötigte das Eichsfelder Schraubenwerk eine neue vollautomatische Prüfanlage, die all diese Anforderungen erfüllt. Entsprechend einem umfangreichen Pflichtenheft wandte man sich an Vester Elektronik, die mit ihren Prüfautomaten bereits Erfahrungen bei dem zu prüfenden Teilespektrums hatte. Die Bildverarbeitungsspezialisten lieferten in einer Machbarkeitsstudie ein komplettes Lösungskonzept für eine vollautomatische Prüfanlage. Der damit zu bewältigende Prozess betrifft die Teilebeschickung, Prüfung mit Bildverarbeitung, Sortierung NIO/IO, vollständige Rückverfolgbarkeit mittels Codeaufdruck auf jedem einzelnen Teil, bis zur kontrollierten abgezählten Abpackung in die Kartons. Zudem ist auch die statistische Fehlerauswertung mit der Anbindung an das Fertigungsnetzwerk und Datenbank des Unternehmens eingebunden. Andreas Simon, Fertigungsleiter bei der esw Group: „Als einziger Anbieter hat uns Vester eine komplette und überzeugende Machbarkeitsstudie angeboten, die alle unsere Anforderungen enthielt. Von großem Vorteil erwies sich dabei der Lösungsansatz eines senkrechten Drehtellers.“ Durch die Anlagengestaltung mit vertikalem Drehteller wird das gesamte Handling flexibler. Mit der Lösung im Prüfautomaten VVC 821V unterschied man sich deutlich vom Wettbewerb. Vor allem in der Flexibilität erzielt man Vorteile, weil eine Umrüstung auf andere Teilevarianten mit anderen Größen innerhalb von zehn Minuten erfolgen kann. Das beinhaltet auch die Anpassung der Kameras an die neue Aufgabe.
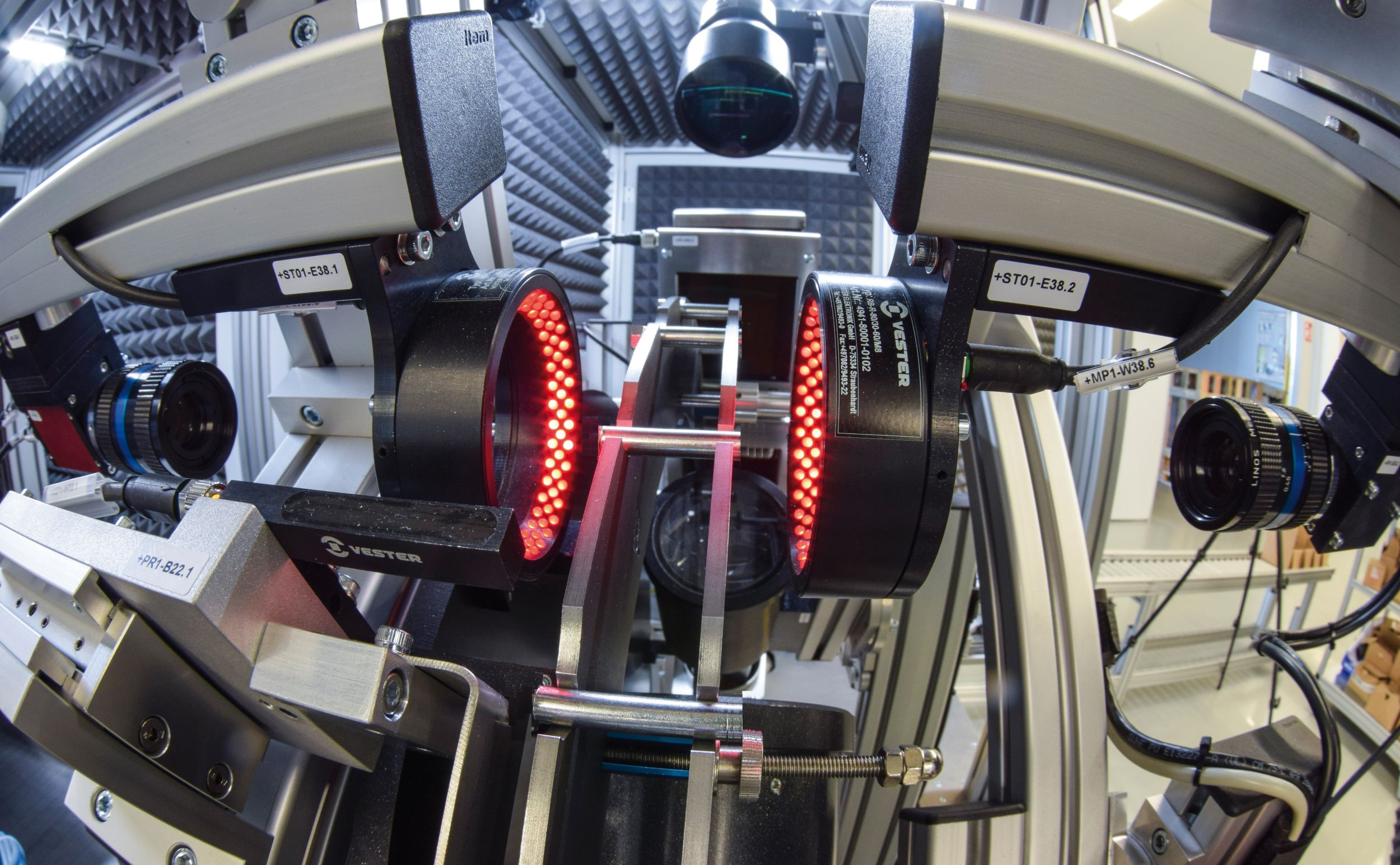
Zwei Kameras blicken frontal auf die Teileköpfe und kontrollieren deren äußere und innere Geometrie. Zwei weitere Kameras prüfen die äußere Geometrie der Teile auf dem Drehteller. (Bild: © Kamillo Weiß)
Pausenlose Präzisionsmessung
Die Messbereiche für die zu prüfenden Teile liegen im Bereich von 20 bis etwa 60mm Länge und von 6 bis 10mm Durchmesser. Jedes Teil ist mit einer einmaligen Nummer versehen und rückverfolgbar. Die Teile rollen in die Aussparungen der beiden parallelen Drehtellerscheiben. So fixiert übernehmen jeweils zwei Kameras gleichzeitig zwei unterschiedliche Bereiche der Detektion von Merkmalen. Zu messende Aufgaben sind einmal die äußere zylindrische Geometrie mittels Durchlichtprüfung für Durchmesser, Länge, gerader Kopfhöhe, Verformungen und Deformationen am Kopfteil. Dabei wird – bezogen auf eine Bildfeldgröße von 72mm – eine Genauigkeit von 9µm erzielt. Das Hauptaugenmerk liegt in der Kontrolle der Frontalansicht von beiden Köpfen der Prüfteile. Es gibt zwar eine mechanische Lehre, in welche die Teile durchrutschen müssen, jedoch wird diese Prüfung auch über Bildverarbeitung realisiert. Insbesondere bei kleinen Teilen ist das von Vorteil. Dabei schaut Kamera 1 frontal auf den hinteren Kopf und Kamera 2 frontal auf den vorderen Kopf. Überschreitet der Winkelversatz der Köpfe zueinander einen vorgegebenen Wert, wird das Teil im Anschluss der Prüfung ausgesondert. Bei den Köpfen wird die äußere stirnseitige Kontur in ihrer Geometrie überprüft. Ist ein Ausbruch oder eine Verformung gegeben, wird es als NIO ausgesondert. Auf der Innenseite des Kopfes wird auch die darin eingearbeitete Prägung im Metall, wie z.B. Vierkant oder Rund, von der Kamera erfasst.
Optimierter Prozess
Der derzeitige maximale Prüfdurchsatz liegt je nach Teilegröße bei 100 Stück pro Minute. Ein höherer Teiledurchsatz ist möglich, sofern die Zuführung und Umlenkung der Teile ebenfalls gesteigert werden kann. Die Anlage ist momentan ausgelegt auf 54 Teiletypen in vier verschiedenen Teilefamilien. Im Prüfautomat wird die mit umfangreichen Detektionsfunktionen ausgestattete Bildverarbeitungssoftware Coake 7 eingesetzt. Das Bedienpersonal im Eichsfelder Schraubenwerk muss sich damit aber nicht befassen, denn durch einfache Parametrierung können sie schnell Prüfprotokolle für Teilevarianten erstellen oder anpassen. Die Prozessgestaltung berücksichtigt auch den Einbezug von scheinbaren Randproblemen. So wurde berücksichtigt, dass nach der Sortierung und gezählten Abfüllung in die Kartons, fehlerhafte Handhabung weitgehend ausgeschlossen werden kann. Der Transport befüllter Kartons auf dem Förderband erfolgt abgedeckt, so dass nicht aus Versehen ein am Boden liegendes Bauteil in einen Karton abgelegt werden kann. Diese Sicherheitsmaßnahmen betreffen auch die Teilebeschickung des Wendelförderers durch ein Bunkersystems. „Die Installation des Prüfautomaten VVC 821V in unserem Fertigungswerk erfolgte in nur etwa drei Stunden. Wir konnten sofort mit dem regulären Betrieb beginnen,“ beschreibt Simon seine Erfahrung.









