Ohne Fehl und Tadel
100-Prozent-Prüfung von Stanz- und Biegeteilen
Scheuermann+Heilig GmbH mit Sitz in Buchen im Odenwald hat sich in mehr als 50 Jahren mit Produkten aus Band und Draht weltweit einen Namen gemacht. Innovative Feder-, Stanz-, Biege- und Montageteile zählen zum Sortiment. In Kooperation mit Di-Soric Solutions hat die Firma eine optische Prüfanlage durch ihr Schwesterunternehmen SH Automation entwickeln lassen, die Stanz- und Biegeteile auf Fehlerfreiheit kontrolliert.
")
Bild 1 | Zwei 5MP-GigE-Kameras haben alles im Blick: Ein Rechner ermittelt die Positionsdaten und der Scara-Roboter greift die Teile im Sekundentakt. (Bild: Di-Soric GmbH & Co. KG)
„Der konstruktive Aufbau war weitgehend klar: Was wir suchten war ein kompetenter All-in-One-Partner im Bereich Vision-Systeme“, erinnert sich Sebastian Schnell, verantwortlicher Projektleiter bei SH Automation. Das einzige Unternehmen, das im Zuge einer Ausschreibung mit einem klaren, nachvollziehbaren Produkt- und Dienstleistungsangebot überzeugen konnte, war di-soric Solutions. Schon die Teilezuführung macht Eindruck: Mit ihren regelmäßigen Rüttelbewegungen sorgen die doppelt ausgeführten, blau hinterleuchteten Anyfeeder-Module dafür, dass die zugeführten Teile schließlich mit ihrer planen Seite aufliegen. Zwei darüber installierte 5MP-GigE-Kameras mit hochauflösenden Objektiven haben die Szenerie konstant im Blick: Ein High-End Industrie-PC ermittelt die Positionsdaten korrekt aufliegender Teile und instruiert den zwischen beiden Zuführeinheiten agierenden Scara-Roboter mit den Positionsdaten der Teile. Dieser greift zielsicher wechselseitig Bauteil um Bauteil im Sekundentakt und positioniert diese mit einer Genauigkeit von unter +/-1mm auf der sich taktgleich drehenden Glasscheibe. In der Folge haben zwei entlang der Glasdrehscheibe positionierte optische Prüfstationen die Aufgabe, die Beschaffenheit und Qualität der durchlaufenden Teile anhand von SH Automation vordefinierter Werte und eingelernter Referenzmuster zu überprüfen. Für diese Aufgabe hat di-soric Solutions sämtliche Komponenten definiert und zur Verfügung gestellt. Darüber hinaus hat das Unternehmen die Projektierung der Bildverarbeitung, deren Installation, Programmierung und Inbetriebnahme geleistet und mit praxisnahem Vision-Knowhow beraten.
Prüfablauf
An der ersten Station prüft ein installierter 3D-Lasertriangulationssensor die dreidimensionale Kontur des Prüflings. Ein Hochleistungsrechner vergleicht die Messwerte in Sekundenbruchteilen mit den Vorgabewerten bzw. mit den eingeteachten Referenzmustern. „Erkennt er Abweichungen, wird das im Rechner vermerkt, das Bauteil am Ende des Prüflaufs automatisch vom Glastisch in einen separaten Behälter abgeblasen“, erklärt Sebastian Schnell. Die zweite Station ist mit einer 10MP-GigE-Kamera, einem telezentrischen Objektiv und einer unterhalb des Drehtisches angebrachten Beleuchtungseinheit ausgestattet. Das Vision-System prüft das Objekt hinsichtlich seiner zweidimensionalen Ausprägung: Stimmen die Umlaufkonturen, Stanzungen, Form und Position der Bohrungen mit jenen des Vorgabemodells überein? Auch an dieser Station werden fehlerhafte Teile registriert und am Ende des Prozesses ausgeschleust. Das Display an der Maschinenlängsseite stellt die Prüfergebnisse und fehlerhafte Teile visuell dar. Über dasselbe Display und die von di-soric Solutions entwickelte graphische Bedienoberfläche mit TeachIn Wizard werden die Referenzteile eingelernt. Darüber hinaus visualisiert der Bildschirm den gesamten Prüfprozess sowie sämtliche Maschinenzustände.
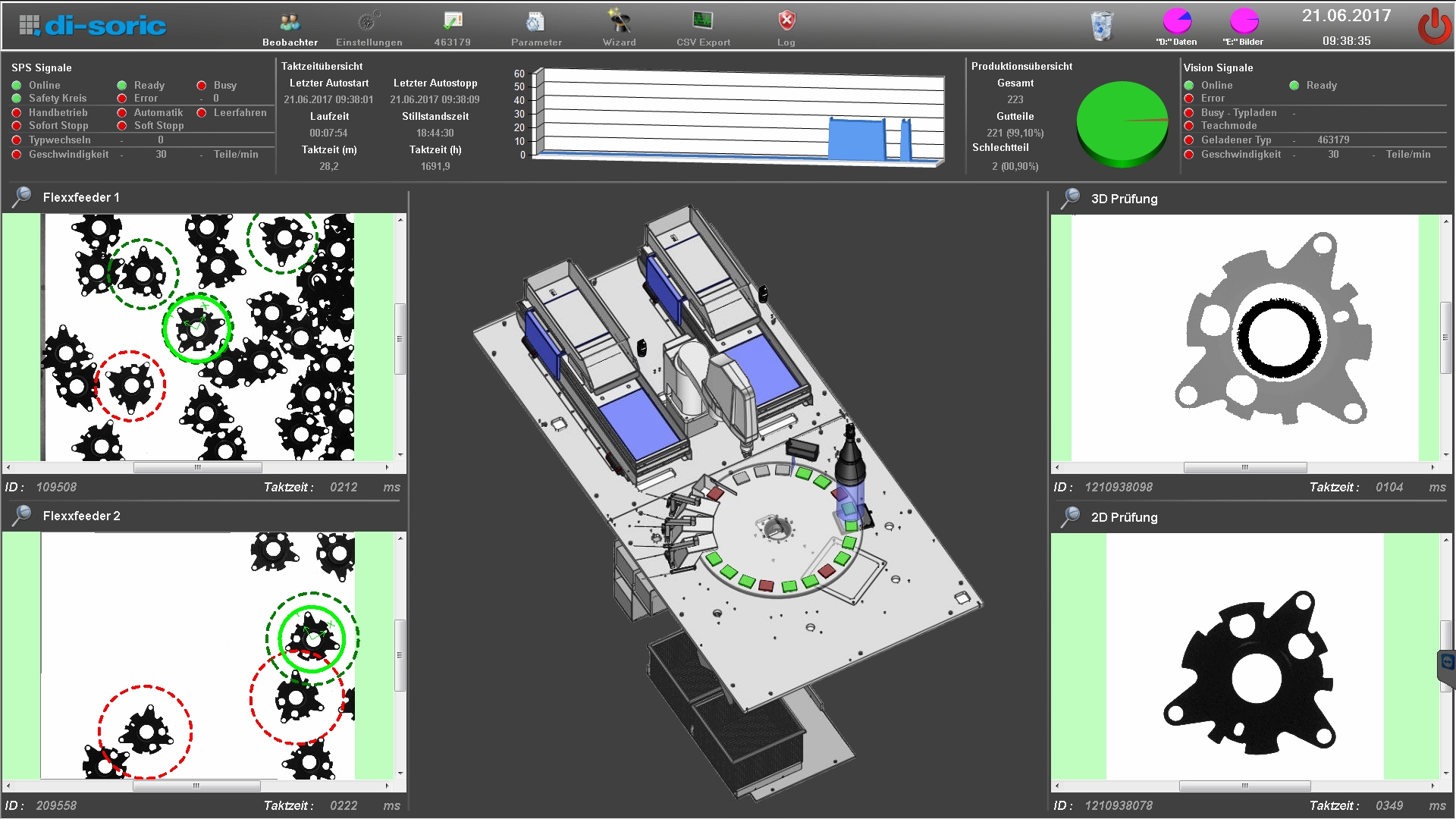
Bild 2 | Das Display mit graphischer Bedienoberfläche dient dem Einlernen von Referenzteilen und visualisiert den Prüfprozess sowie sämtliche Maschinenzustände. (Bild: Di-Soric GmbH & Co. KG)
Fazit
Seit Mai 2017 ist die Anlage abgenommen und läuft wie vorgesehen. Aktuell sind auf der Maschine sieben Bauteile-Grundtypen angelegt, zwischen denen flexibel gewechselt werden kann. Noch ist die optische Prüfanlage eine Art Prototyp, der in unterschiedlicher Art und Weise ausgebaut werden soll. Bedarfsabhängig lassen sich drei weitere Prüf- und Messstationen entlang der Glasdrehscheibe integrieren. Am Ende des Prüfdurchlaufs mit derzeit maximal 60 Takten pro Minute liegen in der OK-Teilekiste in jedem Fall nur solche Stanz- und Biegeteile, die ohne Fehler sind.










